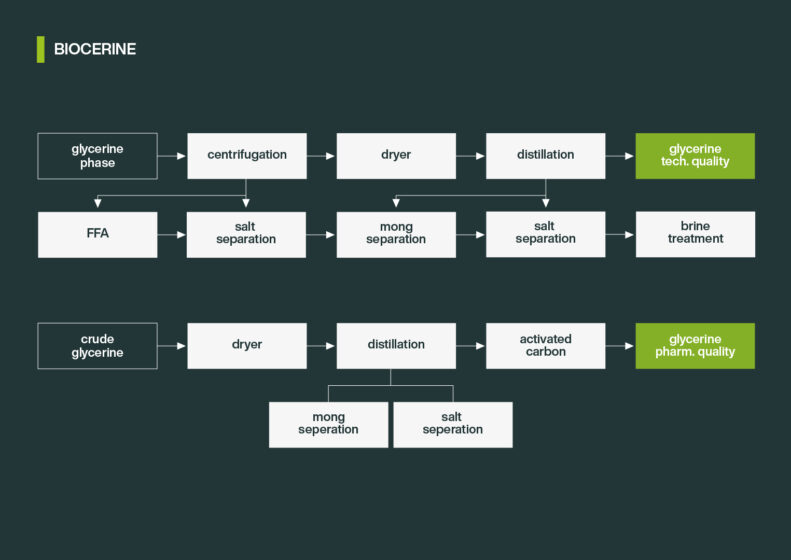
KVT specializes in the purification of glycerin, a by-product of biodiesel production.
-
Production of high-margin glycerin with purity ranging from 86.5% to 99.7%, including kosher glycerin, sourced from sustainable plant-based raw materials.
-
Minimal by-products thanks to the integrated MONG desalination unit.
-
Use of widely available raw materials.
The product has a wide range of applications in:
-
Chemical industry
-
Pharmaceutical industry
-
Cosmetics industry
-
Food processing industry
-
Detergents industry
-
Plastics and lacquer industry